2025-02-10 智能输送方案 0
一. 前言

在国内的大型清洗设备中,甩干机构通常采用触摸屏(I/O点)+PLC+变频器+变频电机的传统控制方式。料箱传输主要依赖气动方式,要求精确控制,以保证料箱在清洗、甩干和真空烘干各个环节的正确位置。这导致每次操作结束后,需要精确停靠,并且经常启停会使刹车片磨损较快,需定期更换。
二. 控制原理

硬件配置:
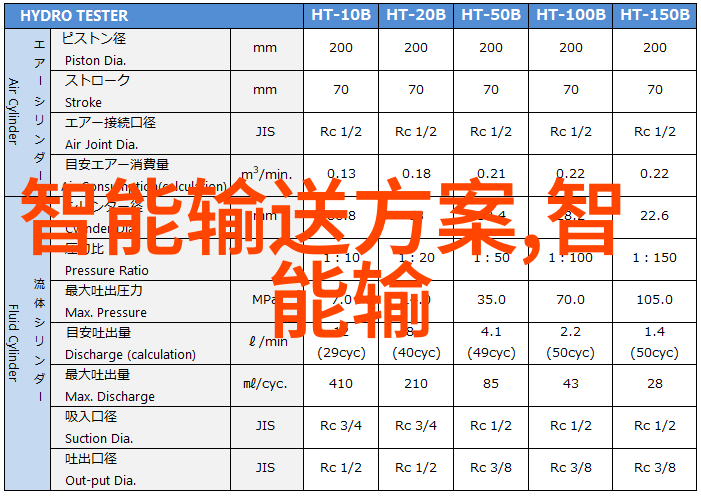
海泰克触摸屏
三菱PLC

安迪伺服ADSD-S23-4.0K驱动器
交流永磁同步伺服电机ADS-M130-230M20DK

接线部分:

P+, N+,串联1个2k电阻接外围24V+
P-, N-,及伺服使能信号接入PLC;回零信号接进PLC
机械传动:
齿轮带连接,齿轮比为1:2.8
单位料箱最大负重25kg
设备加工动作描述:
设备上电后,甩干槽回到原点。
设置脉冲频率、甩干时间和真空加热烘干时间。
按下自动运行开始工作。
甩干槽工作过程:
气动悬臂将料箱从清洗槽提出并右平移至甩干槽。
气动悬臂左移脱开料箱,上提并离开甾染槽。
襕盖推出开始甾染,并降速至零速停止于原点位置。
三.PLC回零功能及其检测信号:
四.PLC程序控制流程图:
五总结:
本系统通过改用大连安迪数控技术有限公司提供的ADSD-S23系列交流同步伺服驱动器和交流永磁同步伺服电机,即简化了设备结构,又提高了生产效率和安全性,同时减少了维护成本,为企业创造了更多经济效益。
下一篇:重生之超级巨星逆袭的光辉道路